���x�CеՄՄ���ϴ�Ĥ�C�ضȰѳ�Ӌ��
�r�g��2013-07-10 ��Դ���ؑc�W ���ߣ�cqw.cc ��Ҫ�m�e
���ϴ�Ĥ�C�ضȰѳ�Ӌ��
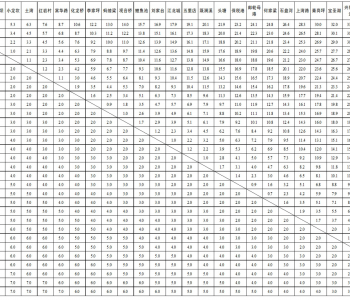
�������ϵ����ڌ��`�����ܱ�Ĥ�ĔD���C�ݗU�������Σ����϶Ρ����ڶΡ������Ρ��ڼ��϶�ĩβ���M�����ڶ��_ʼ�r���������ڌ��`�����Ĝضȑ���ճ���ضȡ����Ĥ��֬ճ���ضȷֱ��pp��164-175�z�϶ȣ�pe��105-135�z�϶ȣ�pa��195-210�z�϶ȡ�
�ڴ�Ĥ�C���϶���ڣ���Ը�ضȵ�һЩ����ֹ��֬ճ���������M�Ͽڣ��e�ģ��ڼ��϶Θ�֬���r���s���՚�Ҫ�����ļ��Ͽ��ų��������b�䘋�첻�ϣ����Ͽ��m���M��늼ӟᣬȻ�t���əCͲ���ᣬ���Ͽڜضȼs��50-90�ȡ����S�����϶ΜضȾ͔ඨ�ˡ����̎50-90�ȣ�ĩβ�������c��ճ���ضȣ���ԓ�����܉�ضȵȱȾ�������,ӡˢ�C���I�����������Ҍ����aƷ,�Ї�֪��Ʒ�ơ�
���ڶ��_ʼ�r���ض��_��ճ���ضȲ��A���ڣ��Y���͘�֬��ճ���ضȼ������c�ضȡ��������s�������یӣ�����Ҫ�ضȲ������,ӡˢ�C�����I���a,һ�����գ����Aʹ��֬������ǷDz��ȣ����ϟ��\�������ĸ߷����Ⱥ����ڣ���������ڶ�ĩβ�Ĝضȴ_���܉���ԓ�������ಿλ�Ǿ������صġ�
�ھ����Σ���Ҫ�������ھ����Ͷ����������ݔ�����w��ԓ�Μضȿ��Ա��ֺ㶨�������ڶ�ĩβ�ض�����һ�c���ߣ�2-5�����ң���
���ڴ�Ĥ��Ĥ��Ո�������^�εĜضȵ�һЩ��Ȼ�t�ֲ��˲�������ճ���ض�,��Ĥ�C�����Ҍ����aƷ,�r��,�|���ɿ���������Ĥ�����δ�Ĥ�����w��ģ�ڳ���rҪ�бض��ȣ���������Ĥ����Ĥ�Ț���l����һ���B�����Ⱦ�����ĩβ��10-30�����ң��ľ����ε����ڜض�Ҳ��ҕ��Ȳ�ؽ���
�˺���